































Thermal Camera Based Surface Temperature Monitoring During Aluminium Soldering
17. 12. 2019
Surface temperature monitoring during contour laser welding of plastics
17. 12. 2019Temperature check when spot laser welding plastics is very important, because plastic welding is one of the most common industrial methods relied upon to permanently join parts together. There are several plastic welding technologies: hot body, hot gas, friction, ultrasound, and laser welding. While all have their use, laser welding is ideal for welding very small plastic parts together. Since the laser beam is so small, it passes through transparent plastic and stops on the underlying component. At this point, the joint begins to heat until the two parts are joined. However, this process must be monitored to ensure the long-term quality of the weld.
Task specification
One of our clients is an important firm in the automotive industry – in fact, they are one of the leading manufacturers of headlights for Mercedes-Benz and Scania. They’ve found that temperature monitoring is critical if the plastic components of LED headlights are to be successfully welded. Any temperature fluctuation outside of set limits can result in a poorly welded part and a defective final product. As a result, the weld process must be inspected for each individual product. We recommended ThermoInspector to help them monitor and visualize the weld process.
Solution of temperature check when spot laser welding plastics
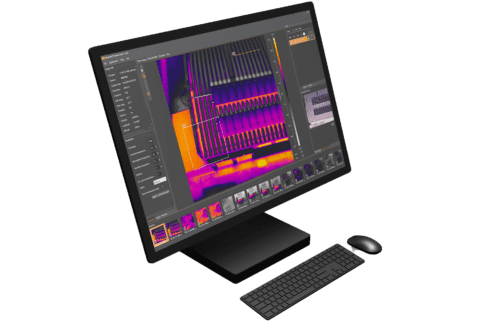
The ThermoInspector thermal imaging system was used to monitor our client’s plastic weld process. ThermoInspector is designed to inspect manufacturing processes, monitor temperature stability and homogeneity, and check the thermal data of inputs and outputs. Up to four WIC thermal imaging cameras can be connected simultaneously in ThermoInspector.
In this particular case, one camera was connected to the ThermoInspector control unit via Ethernet cable. We mounted the thermal imaging camera on the welding laser’s robotic arm. Because the component has three weld points, the robotic arm moves with the laser and the camera to each of the stated positions. We configured the system to fixed time measurement mode, in which the camera checks the area in an image (ROI) for a fixed number of shots after the trigger signal arrives. In this case, the other option would be to use Start / Stop measurement mode, where the camera checks the area during the time specified by two trigger signals.
The trigger signal is sent to the ThermoInspector from the control PLC and activates it when the laser started to weld. Thus, the control PLC not only services the robotic arm, but the entire production line. If the thermal limit is exceeded, an alarm displays on the screen to inform the operator, and a record is saved in the ThermoInspector. The system also has digital outputs that inform the control PLC of an incorrect weld.
Because three LED modules are welded at this welding station, specific parameters are set for each model. Since the ThermoInspector system enables the product type to be automatically changed without changing the setting, we configured the monitored area, or ROI, uniquely for every product. As soon as the ThermoInspector trigger receives a signal about changing the LED module from the PLC, it automatically adapts the setting for this LED module. We used a rectangular ROI as the ideal to exactly define the position of the weld. The maximum measured value / temperature is then checked and compared with the set limits in this area in real time. The whole process visualization is displayed on the ThermoInspector Touchscreen control unit for the operator’s benefit.
