































Monitoring the Correct Heating of the Windscreen with Thermal Camera
17. 12. 2019
Thermal Camera Based Surface Temperature Monitoring During Aluminium Soldering
17. 12. 2019
The application of temperature checks during laminate gluing to chipboard is an important step in furniture manufacturing. A high-pressure process, it increases the resistance of work boards to wear, moisture, and heat. During manufacture, laminate and glue are heated to the required temperature so that the laminate adheres better to the board. This delicate procedure’s chances of success improve with the detailed information delivered by ThermoInspector. An example of this system in action is given below.
Task specification
One of our clients (ask us for more details) is a leading global manufacturer of kitchen work boards and other furniture. They came to us because they needed a solution for temperature stability monitoring during laminate gluing. Temperature stability is critical for the quality of the glued joint. If temperature is not stable throughout the entire gluing process, defects may occur, and the laminate may separate from the chipboard.
Solution
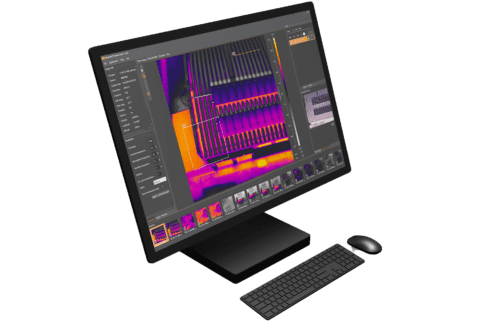
We recommended the ThermoInspector thermal imaging system for the laminate gluing process. ThermoInspector is our system for manufacturing process inspections, temperature stability and homogeneity monitoring, and input – output thermal checks. Up to 4 WIC thermal imaging cameras can be connected at the same time within this solution.
In this particular case, one camera was enough. We connected it to the ThermoInspector control unit computer with an Ethernet cable and configured the system to non-trigger mode. In non-trigger mode, the camera continuously monitors the area, and if the thermal limit is exceeded, an alarm displays on the screen to inform the operator and a record is created in the control computer. In trigger signal mode, on the other hand, ThermoInspector automatically detects any moved boards and checks to ensure that the temperature does not exceed the limit. If necessary, it also activates the digital output.
Because the only area that required monitoring was the board’s side edge, which continuously passes in front of the camera, the whole image did not require analysis – just part of it. Within the displayed area, we used the ROI option, in which the camera evaluates measured data in real time. Three lines covering the width of the board were selected as the ideal ROI. The measured values on these lines are continuously evaluated for maximum temperature, minimum temperature, and standard deviation. The values of these lines are then compared with the set limits in real time to ensure the required temperature homogeneity. Then, the visualization of the entire process is displayed on the ThermoInspector’s touchscreen control computer.
